Welding is one of the wildest things that humans have ever invented. It’s truly amazing, and applicable everywhere, on Earth, in space and underwater. Welding allows you to join dissimilar metals and glue them together at any angle.
In the welding world, in terms of welding joints, we are typically utilizing five main types of welding joints that we commonly use.
What is a Welding Joint?
A welding joint is essentially where two or more pieces of metal or plastic come together. They are created by welding the pieces together in such a way that a certain making is formed.
A weld joint refers to the configured particulars to be welded together before welding. The metal to be welded to is called the base metal. If the material is not metal then it is referred to as base material.
It is also referred to as the workpiece or work. The edges of the base metal are either machined, sheared, gouged flame cut, plasma cut or bent to prepare for welding. The welding joint design and thickness of the metal will determine how the joint is prepared.
Weld joints must be properly designed and have sufficient root openings to carry the loads transferred from one work to another piece through the welds.
The following are some basic considerations in selecting any weld joint:
- Whether the loads are tension, compression, bending, fatigue, or impact stresses.
- How the load is going to be applied to the joint, for example whether the load is a static load, impact load, cyclic or variable load.
- The displacement of the loads in relation to the joint.
- The direction that the loads are going to be applied to the joint.
- The costs of preparing the joint.
Weld design is based upon the strength of the joint, safety requirements, and the service conditions that the joint must work under. In addition to designing for those stresses that will be applied during service, the consideration of if it is tension, bending, or torsion is considered in the design of the joint.
Joint design conditions are based on whether the load is static, cyclic, or variable. Joints are also designed for economy and/or access at the time of construction or inspection.
The American Welding Society (AWS) classifies five types of joints: butt, corner, edge, lap, and tee. Each joint can have different configurations of where the actual welding occurs.
Types of Welding Joints
According to AWS, five basic types of welding joints are commonly used in the industry:
- Butt joint welding
- Tee joint welding
- Corner joint welding
- Lap joint welding
- Edge joint welding
Weld joint design describes how two pieces of metal are joined or oriented together. The five basic designs are butt joints, lap joints, tee joints, outside corner joints, and edge joints; these design types depict how the various parts of the joint align.

Butt Joint
A butt joint, or butt weld, is a joint in which two workpieces are in the same plane (including with their edges meeting) or with a root opening lying parallel to one another and are joined by welding. Examples of butt joints include deck plates on a ship and the pipes of an oil pipeline – both are fastened (joined) end to end.
In a butt joint, the edges of the metal meet so that the thickness of the joint is similar to the thickness of the metal.
The metal surfaces are typically parallel with each other, but the plate thickness or the plates can potentially be misaligned. A butt joint can be welded from one (1) side or both sides with some sort of groove welding.
There are different butt joint configurations which depend on how the ends of the members being joined are prepared. In order for quality welds to be made on butt joints, the edges of the base metal are often required to undergo special preparation prior to welding.
Edge preparation. The melted area of the metal’s surface during welding is referred to as the faying surface. Before welding, the faying surface can be shaped to increase the strength of the weld; this is called edge preparation. Edge preparation may either be the same for both members of the joint, or shaped differently for either side.
Reasons for preparing the faying surfaces for welding include the following:
- Codes and standards. Certain codes and standards might necessitate specific edge preparations.
- Metals. Some metals must be preparatively grooved in order to successfully weld them, such as thick magnesium, which must be U-grooved; or cast-iron cracks, which must be drill-stopped and was obviously grooved.
- Deeper weld penetration. With the metal removed by grooving, or beveling the metal’s edge, it is easier for the molten weld metal to completely fuse through the joint. In some instances, it is possible to make a through-thickness weld, from one side.
- Smooth appearance. The weld surface can be ground smooth with the base metal so that the weld “disappears.” This could be done for appearance or so that the weld does not impede or possibly interfere with the sliding or moving of parts on the surface.
- Increased strength. A weld should be as strong as or stronger than the base metal being joined. With 100% joint fusion and sufficient weld reinforcement, a weld can meet its strength requirement.
When the base metal is thin, the edges may be placed square with no further machining or cutting. The edges of thin metal may also be bent up to form flare grooves or edge-flange joints.
In general, when using base metal in thicknesses greater than 3/16″ (4.8 mm), edges are beveled by either machining, arc cutting, or flame cutting.
Edge preparation is needed to allow for the weld to obtain the required penetration to the required depth. Thick base metals may be machined, gouged, or flame cut along the upper or lower edges of the joint, or both edges, to form a double-bevel, V-, J-, or U-groove.
Types of Butt Weld joints
There are different ways to make butt welds, and each has its purpose. Let’s take a look at a few examples of butt weld joints:
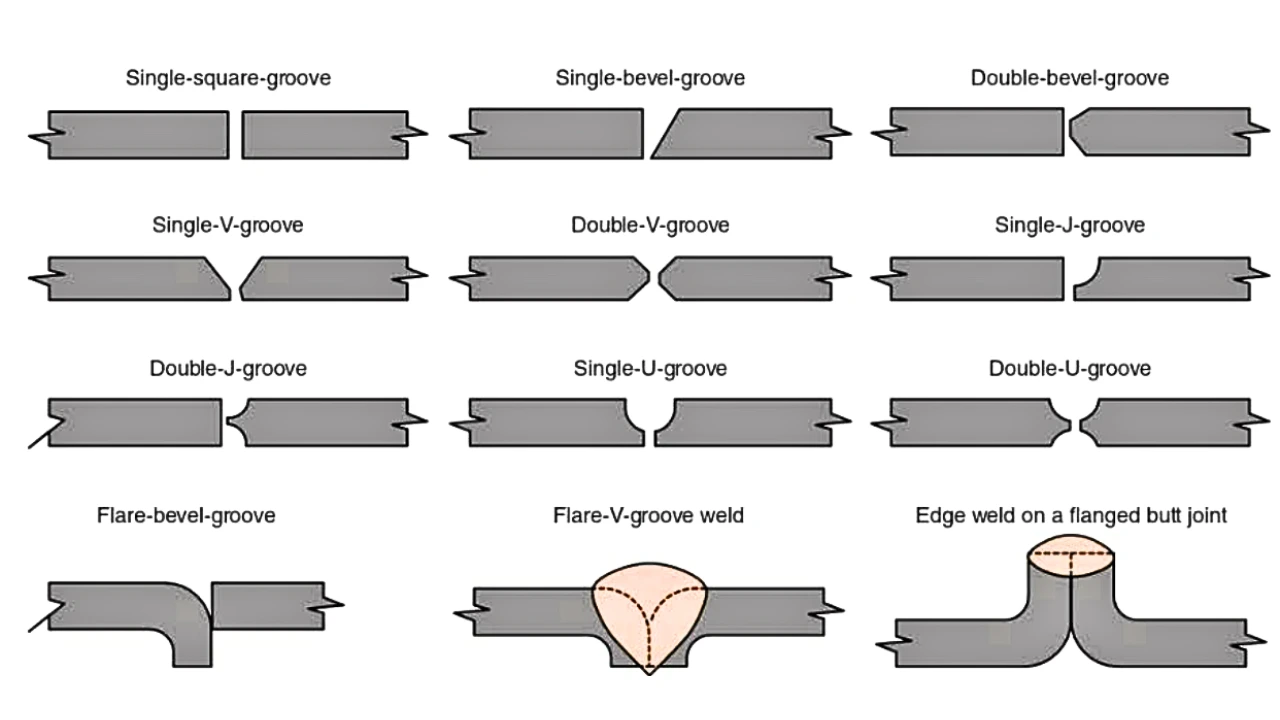
1. Square butt Joints.
The square butt joint is intended to be used primarily on materials up to a thickness of 3/16″. Square butt joints require complete and complete fusion for maximum strength. In submerged arc welding, materials up to a thickness of 3/8″ with a minimum gap of 1/8″ can be welded.
As a joint, a square butt joint has fair strength in static tension but should not be used when subjected to fatigue and impact loads, especially when at lower temperatures. Preparing a square butt joint needs only matching the edges of the working pieces. Square butt joints are an affordable option for weld joints.
2. Single Bevel Butt Joints.
A single bevel butt joint is a partial penetrating single bevel groove weld. It is welded from one side and is generally used on metals not more than 1/2″ thick.
3. Single-V Butt Joints.
A single-V butt joint is applicable to metal from 3/8″ to 3/4″ thick. A single-V butt joint has a higher prep cost than a square butt joint, because it requires additional filler material and a special beveling operation.
The single-V butt joint is strong under static loading conditions, but like a square butt joint, it is not as preferable when considering fatigue or impact loads at the weld root.
4. Double-V Butt Joints.
Double-V butt joints are acceptable for all loading conditions. The double-V butt joint is often in the specifications for stock thicker than the metal that will be welded with a single-V butt joint. Heavy metals that use a double-V butt joint are normally at least 3/4″ thick.
For maximum weld strength, it is important to have full penetration on both sides of the joint. The cost of preparation of a double-V joint is a little bit higher than the single-V, but generally less filler material is needed because a narrower groove angle can be used.
To keep the joint symmetrical and to reduce joint warpage, the weld bead should be alternated. Welding should be done on one side and then the other. The welder should alternate sides until the groove is filled.
5. Single-U Butt Joints.
A one-U butt joint meets all normal loading conditions, and is utilized for work requiring high-quality welds. The one-U is effective for applications joining workpieces whose material thickness ranges from 1/2″ to 3/4″.
A one-U joint requires less filler metal than the single-V joint or double-V joint, and typically produces less warpage.
6. Double-U Butt Joints.
Double-U butt joints are designed for heavy metals 3/4″ or more in thickness where welding can easily be done on both sides. The double-U joint can take all standard load conditions. Preparation costs are typically more than a single-U butt joint.
Lap Joint
A lap joint is a joint made by welding two pieces of base metal in parallel planes, with one piece (the top piece) overlapping the other. Even though filler metal has a lower unit strength, lap joints can be one of the strongest joints possible.
In a lap joint there are edges of metal that overlap such that the thickness of the joint is approximately equal to either both pieces of metal thickness combined, or a thickness slightly thicker than either of the pieces of metal. The overlapping distance between the surfaces can vary from a fraction of an inch to several inches or even feet.
Lap welds are generally welded by making a fillet weld on the edge of the top surface of one piece to the bottom surface of the other piece; no special edge preparation is needed.
There are many different ways of welding lap joints by making a weld that goes through one or both pieces of metal; this joining at the center of the lap.
Lap joints are usually welded in both sides. Placed weld should overlap more than three times the thickness of the thinnest workpiece. There are two basic types of lap joints, single fillet lap joint and double fillet lap joint.

- Single Fillet Lap Joints: A single fillet lap joint is extremely easy to weld. Filler metal is deposited along the seam on one side of the joint. The strength of the single fillet weld is solely dependent upon the size of the fillet. A single fillet weld can be utilized if the metal being welded is up to ½” thick. The joint should hold if the loading is not too considerable.
- Double Fillet Lap Joint: A double fillet lap joint can withstand greater loading than a single fillet and one of the more common joints in welding. If a double fillet weld is properly made, the strength of the weld can compare to the strength of the base metal.
Here are the welding styles for lap joints:
- Bevel-groove weld
- Flare-bevel-groove weld
- J-groove weld
- Slot weld
- Spot weld
Tee Joint
A T-joint is a weld joint created when two pieces of base metal are oriented approximately 90° apart from one another, thus creating a T.
In a tee joint, an edge of a piece of metal is placed on the surface of another piece of metal. The primary difference between a corner joint and a T-joint is that a corner joint has a weld made along the edges of both pieces whereas a T-joint has solder made on the edge of one piece away from the edge of the second piece.
Tee joints can be welded with a fillet weld on the surface of both pieces, or may be welded in a precut groove on the edge of the joining plate. In a few cases, a fillet weld may be created on top of a groove weld in a tee joint. Also, welds may be applied to one side or both sides of the joint.
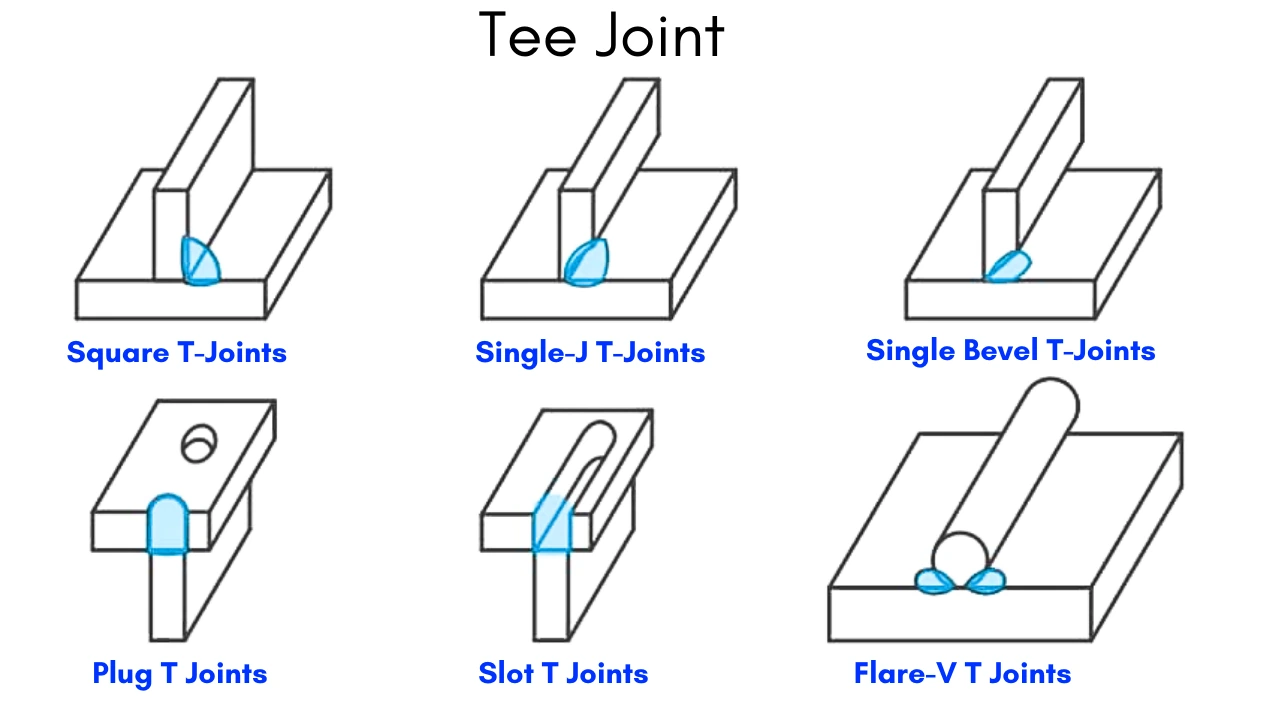
Basic T-joints are square, single bevel, double bevel, single-J, and double-J.
- Square T-Joints: A square T-joint is made with one or both sides welded together and is always a fillet weld. Square T-joints are suitable for thin or somewhat thick materials where applied loads have the weld in longitudinal shear. Because the stress distribution of the joint is not uniform, the T-joint should be chosen with caution when subject to severe impacts or heavy transverse loads. For maximum strength, significant weld metal is necessary.
- Single Bevel T-Joints: A single bevel T-joint is capable of withstanding greater loads than the square T-joint because in a T-joint, the stress is better distributed than in a square T-joint. The single bevel T-joint is typically limited to plates thicker than ½” where the weld can be made from one side.
- Double in Bevel T-Joints: A double bevel T-joint is intended for use in a location where heavy loads are applied in both parallel (longitudinal) and transverse directions, and where the welds can be made on both sides.
- Single-J T-Joints: A single-J T-joint is used based on thickness, generally 1″ or more thick, where the weld can only be made from one side. The single-J T-joint is particularly useful when welding workpieces that are subjected to severe loads.
- Double-J T-Joints: A double-J joint is suitable for heavy plates, 1½” or more thick, where unusually severe loads are present. A double-J t-joint also requires that the location allow welding from both sides.
Here are the welding styles for Tee joints:
- Bevel groove weld
- Fillet weld
- Flare-bevel-groove weld
- J-groove weld
- Melt-through weld
- Plug weld.
- Slot weld
Corner Joint
Corner joint welding is the process of bringing two pieces of material together to form a right angle (L). Corner joints offer a convenient design option when constructing structures made of sheet metal such as frames, boxes, and similar products.
A corner joint (or corner weld) is a type of joint formed when two pieces are joined together in an approximate right angle, forming an L. At least one edge of the two pieces is exposed.
The two pieces can be joined at any angle, but they are usually welded at a 90° angle. Corner joints can be made as inside corners, outside corners, or a combination of the two.
Inside corner joints are welded on the inside of the intersection of the two pieces. Outside corner joints are welded on the outside edge of the joint. The edges can be square, beveled, J-grooved, flared, or flanged.
Corner joints are used in many applications for joining sheet and plate metal sections subjected to general service loads. The common types of corner joints are flush, half-open, and full-open.
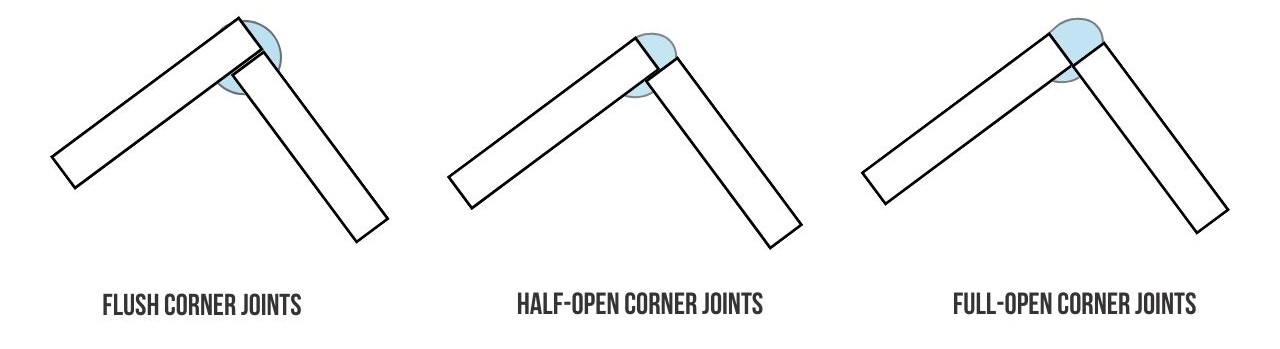
- Flush Corner Joints: A flush corner joint is primarily for welding metal sheet 12 gauge and Lighter. It is limited to light materials due in part to the difficulty finding deep penetration, tight joints are limited to moderate loads and light materials.
- Half-Open Corner Joints: A half-open comer joint is typically more flexible with materials over 12 gauge. It is a joint that can be used for loads that are not subjected to both fatigue or impact and for situations when the welding process is limited to one side. The two edges of the workpieces are shouldered together so as to minimize the tendency to burn through the plates at the corner.
- Full-Open Corner Joints: A full-open corner joint allows welding on both sides as it makes a strong joint that can carry heavy loads. Full-open corner joints can be used for welding all metal thicknesses. Full-open corner joints make good stress distribution.
Type of welds used for corner joints:
- Bevel-groove weld
- Corner-flange weld
- Edge weld
- Fillet weld
- Flare-V-groove weld
- J-groove weld
- Spot weld
- Square-groove weld or Butt weld
- U-groove weld
- V-groove weld
Edge Joint
An edge joint is a type of weld joint, which is created when the edges of two or more parallel, or nearly parallel, members are joined together. The edge joint is not usually used for thicknesses greater than ¼” and can only withstand light loads.
Edge joints can incorporate a butt joint or corner joint, and the edges can be either squared or beveled. Edge joints are commonly used to join support structures and short runs of structural steel.
A flanged joint is a joint that has one of the members with a flanged edge at the weld joint.
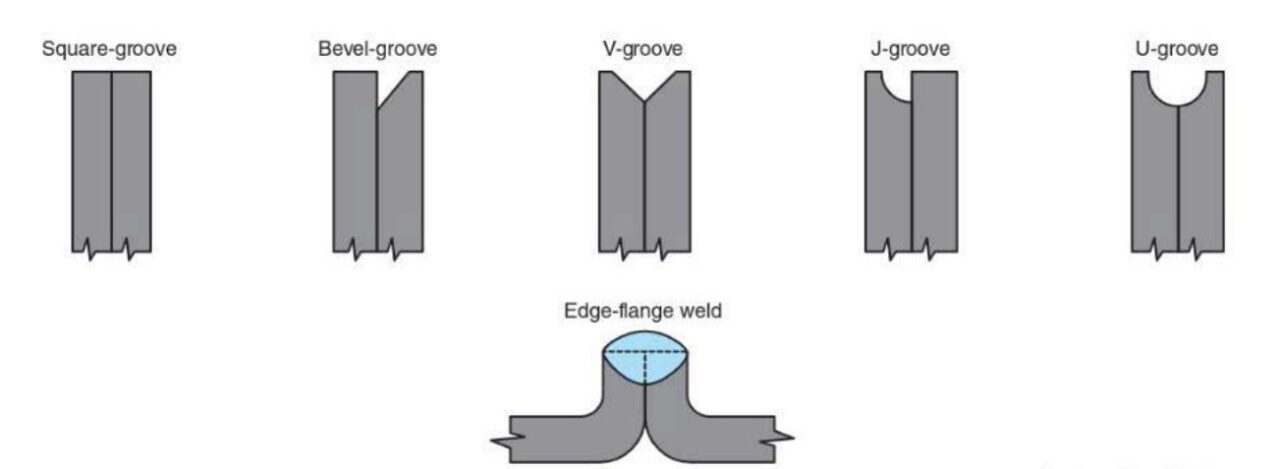
Flange Joint
A simple joint occurs when the edge of one or more members of the joint is bent to form a flange. The flanges are then lined up and a weld is deposited along the edges.
Flare-Groove Joint
A flare-groove joint is created when the flanged edges of one or both pieces are placed together to form a single-flare-bevel or double-flare-V-groove.
An edge joint may be constructed using these types of welds:
- Bevel-groove weld
- Corner-flange weld
- Edge-flange weld
- J-groove weld
- Square-groove weld or butt weld
- U-groove weld
- V-groove weld
Advantages of Welding Joints
- The welded connections have high strength sometimes higher than the parent metal.
- Different materials can be welded together.
- Welding can be done in situ and has the most minimal elevation requirements.
- They provide a smooth appearance and simplicity in design.
- Welds can be run in any shape and any direction.
- It can be automated.
- It provides a completely rigid connection.
- It is easily capable of adding on and modifying existing structures.
Disadvantages of welding Joints
- Members may become distorted due to uneven heating and cooling during welding.
- They are permanent joints, to dismantle we have to break the weld.
- High initial investment
Application of Welding Joints
Welding is commonly applied for the construction of pressure vessels, bridges, buildings, airplanes and space vehicles, railroad cars, and general applications in shipbuilding, automotive, electrical and electronic, and military industries; laying out pipelines, laying railroad tracks, building nuclear plants.
- Fabrication of sheet metal.
- Automobile and aircraft.
- Joining ferrous and non-ferrous metals.
- Joining very thin metals.
FAQs
What are the 5 basic weld joints?
There are five basic welding joint types commonly used in the industry, according to the AWS:
1. Butt joint welding.
2. Tee joint welding.
3. Corner joint welding.
4. Lap joint welding.
5. Edge joint welding.
Which weld joint is strongest?
TIG welding is often considered the strongest weld since it produces extreme heat, and the slow cooling rate results in high tensile strength and ductility. MIG is also an excellent candidate for the strongest type of weld because it can create a strong joint.
How many basic weld joints are there?
The five basic weld joints include the butt joint, the lap joint, the tee joint, the corner joint, and the edge joint. The butt joint occurs when two members are placed side-by-side or butted together. The weld is made along the seam that adjoins the two adjacent pieces.
What is the weakest weld?
An edge joint is the weakest type of weld join, so isn’t suitable for load-bearing jobs.
What metals Cannot be welded together?
Some examples of material combinations that cannot be fusion welded successfully are aluminum and steel (carbon or stainless steel), aluminum and copper, and titanium and steel. Nothing can be done to alter their metallurgical properties. That leaves changing your process.